For Industrial Buyers: How to Choose, Specify & Source Reliable Units
If you’re in the market for a spiral plate heat exchanger — or you’re comparing heat exchanger types for chemical, pharmaceutical, food, or wastewater applications — this guide covers everything you need to know. Written from real industrial experience, it explains performance, benefits, use cases, and what to look for in a manufacturer.
What Is a Spiral Plate Heat Exchanger & How Does It Work?
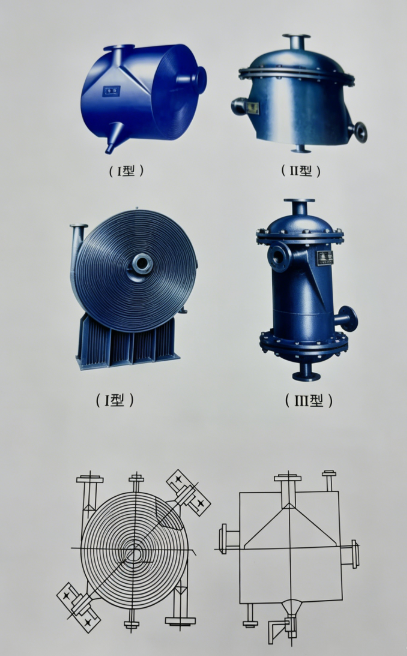
A spiral plate heat exchanger is built by rolling two metal plates into a tight, concentric spiral. This creates two separate, continuous flow channels. Hot and cold media flow in counter‑current directions — one from the center outward, the other from the outside inward.
This design produces strong turbulence even at low flow rates, which greatly improves heat transfer efficiency. Because channels are wide, open, and free of baffles or narrow gaps, the unit naturally resists fouling, clogging, and sediment buildup.
Spiral units are available in fully welded (for pressure, corrosion, and hygiene) and removable cover designs (for easy cleaning and inspection). Both types are widely used in process industries worldwide.
Key Advantages of Spiral Plate Heat Exchangers
1. Excellent Anti‑Fouling Performance
Unlike gasketed plate heat exchangers, which clog easily with fibers, slurries, or crystals, spiral channels allow viscous, dirty, or particle‑laden fluids to pass smoothly. This reduces downtime, cleaning frequency, and maintenance costs significantly.
2. High Thermal Efficiency
The counter‑current flow pattern and constant turbulence deliver a high heat transfer coefficient — often 30% to 100% more efficient than shell‑and‑tube units in similar duties.
3. Compact Footprint
A spiral heat exchanger typically requires only 1/3 to 1/2 the space of a shell‑and‑tube exchanger with the same duty. This makes it ideal for retrofits, crowded plants, and modular skid systems.
4. Stable, Predictable Performance
Because there are no gaskets to deteriorate and no dead zones where fluid can stagnate, spiral units maintain consistent performance over years of operation.
5. Wide Material Compatibility
Units can be manufactured in carbon steel, 304, 316L stainless steel, titanium, Hastelloy, and other alloys to handle corrosive, acidic, alkaline, or high‑temperature media.
Common Industrial Applications
Spiral plate heat exchangers are widely used across process‑critical industries:
Pharmaceutical & API: Fermentation broth cooling, solvent recovery, sterile water systems, clean‑in‑place compatible thermal systems.
Chemical & Fine Chemical: Viscous polymer heating/cooling, acid and alkali heat transfer, crystallization, waste heat recovery.
Food & Beverage: Syrup, juice, dairy, and pulp heating or cooling without blockage.
Wastewater & Environmental: Sludge heat exchange, industrial wastewater cooling, condensate recovery.
Petrochemical & Refining: Thermal transfer for heavy, dirty, or high‑viscosity streams.
What Buyers Should Check Before Purchasing
To ensure long service life and compliance, verify these points before ordering:
Material certification: Full material test reports (MTR) for all wetted parts.
Design pressure & temperature: Matched exactly to your process conditions.
Welding quality: Continuous, stable welding to prevent leakage and ensure pressure resistance.
Channel spacing: Customized for your fluid viscosity, solids content, and flow rate.
Manufacturing standards: Pressure equipment directives, industry norms, and third‑party inspection if required.
After-sales support: Documentation, installation guides, spare parts availability, and technical service.
Why Global Buyers Choose Spiral Plate Heat Exchangers from Wuxi Hongtu
Wuxi Hongtu Pharmaceutical & Chemical Equipment Co., Ltd. is a professional manufacturer focused on spiral plate heat exchangers for industrial and pharmaceutical processes. Based in Wuxi — a major center for process equipment in China — we supply engineered thermal solutions to buyers in Europe, Southeast Asia, North America, and worldwide.
Here’s how we support overseas buyers:
1. Fully Customized Design
We do not offer one‑size‑fits‑all units. Every spiral plate heat exchanger is designed based on your actual parameters: flow rate, temperature, pressure, medium properties, viscosity, and installation space. This ensures optimal efficiency and reliability.
2. High‑Quality Materials & Construction
We use certified stainless steel, titanium, and alloy plates to resist corrosion and meet hygienic or aggressive chemical requirements. All units undergo strict pressure testing and leakage inspection before delivery.
3. Sanitary & Industrial Versions
For pharmaceutical and food applications, we provide sanitary‑grade, removable‑cover spiral heat exchangers with polished internal surfaces, suitable for CIP/SIP cycles and GMP environments.
4. Complete Export Support
We provide English operation manuals, technical drawings, packaging optimized for sea freight, and flexible order quantities to support importers, distributors, and end‑user plants.
5. Proven Performance
Our spiral heat exchangers are used in continuous production systems worldwide, delivering lower energy use, less downtime, and longer service life compared to conventional heat exchangers.
Conclusion
For processes involving viscous, fouling, particle‑laden, or corrosive fluids, a spiral plate heat exchanger is often the most reliable and cost‑effective solution. It offers high efficiency, compact size, low maintenance, and long service life.
Choosing an experienced manufacturer is critical to achieving stable performance and avoiding premature failure. At Wuxi Hongtu, we specialize in spiral plate heat exchangers built for real industrial conditions.
If you are sourcing for a new project, replacement, or upgrade, contact our international sales team for a customized solution, technical proposal, or formal quotation.
2021/06/16
2010/03/01
2024/02/14
2011/01/05
2023/01/09