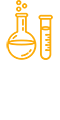
Adopting a corrugated packing tower design, the separation efficiency is increased by 30% compared to traditional plate towers, and the methanol/alcohol recovery rate can reach 95% -98%; Through a precise temperature control system (temperature difference control ± 1 ℃), efficient separation of solvents and impurities is achieved, reducing effective solvent loss.

Taking the annual consumption of 500 tons of alcohol in a certain fine chemical enterprise as an example, after adopting this plan, the recovery rate increased from 80% to 96%, with an annual recovery of 80 tons of alcohol. Calculated at market price, the annual cost reduction exceeded 800000 yuan;
Simultaneously reducing the cost of waste solvent treatment, achieving both environmental and economic benefits.
304/316L stainless steel material, corrosion-resistant
Large specific surface area, high mass transfer efficiency, suitable for the low viscosity characteristics of methanol/alcohol
Intelligent temperature controller+thermal oil/steam heating, achieving precise temperature control inside the tower and ensuring stable separation effect
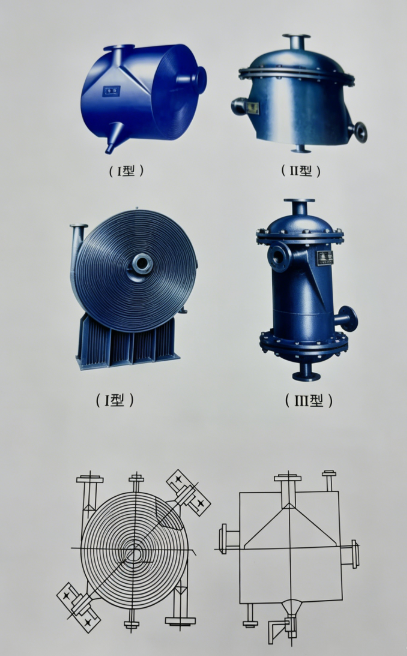
Efficient condenser (tubular/spiral plate) with high solvent condensation recovery rate; Supporting storage tanks to achieve temporary storage of recycled solvents for easy reuse
PLC automatic control, capable of real-time monitoring of temperature, pressure, and liquid level inside the tower, supporting remote operation and data recording, meeting compliance traceability requirements

Customized large processing capacity recovery tower for methanol/alcohol solvent recovery in the production of organic silicon, coatings, and adhesives.

Suitable for alcohol recovery in the synthesis of pharmaceutical intermediates and refining of active pharmaceutical ingredients. The equipment is made of 316L material and polished to a sanitary grade, in compliance with GMP standards.

For scenarios such as edible alcohol and fruit juice concentration, food grade materials and hygiene design are adopted, and recycled alcohol can be used for food processing.

Requirement research (solvent type, processing capacity, purity requirements) → process simulation (Aspen software simulation of separation efficiency) → equipment selection → 3D solution presentation → production and manufacturing → installation and debugging to ensure seamless connection between the solution and the customer's production line.

Equipment warranty for 1 year, lifetime maintenance provided; Provide operator training to explain the key points of tower operation, troubleshooting, and daily maintenance, ensuring the long-term and efficient operation of equipment.

Provide equipment material reports and separation efficiency testing reports to assist customers in completing compliance inspections by environmental protection, safety supervision, and other departments.